

不同的挤塑产品要求型材上共挤层的技术指标完全不同,因此对共挤头的设计也提出了不同的要求:
①软硬共挤时,要求共挤层与主型材结合牢固。因此,在设计共挤机头时,应保证两种材料在机头内有足够的粘结时间。
②新旧材料共挤时,由于共挤比例较大,共挤头的设计应主要考虑旧材料流道与主流材料流之间的平衡。
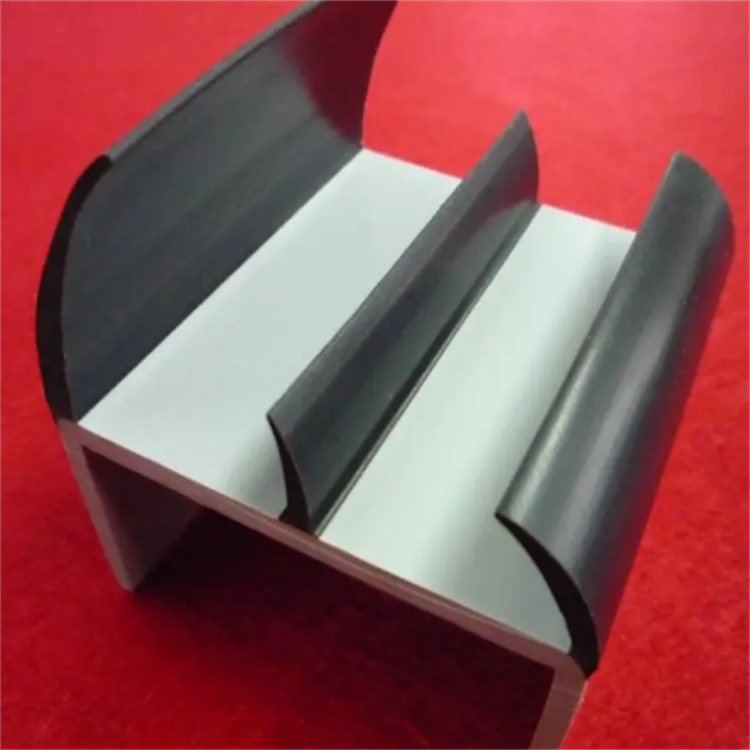
③双色共挤时,一般要求颜色共挤层薄均匀,因此在机头设计制造中,共挤流道与主流道的结合是保证足够精度的关键。
下面以PVC/PVC色母料共挤和PVC/PMMA以双色共挤为例。考虑到加工因素和对接关系,PVC/PVC色母共挤流道与主流道的夹角不小于75°,共同流道的长度为30-40mm;而对于PVC/PMMA考虑双色共挤,设计流道PMMA流动性好,和PVC由于附着力低,共挤流道与主流道的夹角应适当较大,共挤流道的长度可适当较小,20-30mm为宜。
上一篇:PVC产品的全套工艺流程介绍
下一篇:挤塑异型材生产工艺
